- Str. Mihai Viteazu, Nr.245A, 557260, Şelimbăr, jud. Sibiu, ROMANIA |
- Tel./Fax.: 0269 215501 |
- Fax: 0369 401841 |
- |
- info@gerotools.ro
Tel./Fax.: 0269 215501
Tel./Fax.: 0269 215501
Lustruirea electrolitica reprezinta cea mai buna metoda de a lustrui materialele foarte moi, care sunt predispuse la murdarire si deformare. Metoda poate fi aplicata usor obiectelor cu forme complexe. Materialele care sunt adecvate pentru lustruirea sau decaparea electrolitica includ otelurile inoxidabile austenitice moi, aluminiul si aliajele de aluminiu, cuprul si aliajele de cupru, printre altele. Este necesar un timp mai scurt de pregatire pentru procesul de lustruire si decapare electrolitica, comparativ cu metodele traditionale mecanice. Prima cerinta pentru lustruirea electrolitica este ca piesa sa fie conductiva.
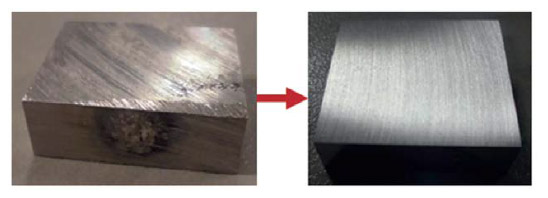
Esantioanele metalice lustruite nu prezinta de obicei caracteristici structurale. Decaparea suprafetei metalice este efectuata pentru a face vizibila structura cristalina a metalului si pentru a produce contrast optic intre diferiti constituenti.
Lustruirea electrolitica este de asemenea aplicata in mod obisnuit in pregatirea mostrelor metalice subtiri pentru microscopia electronica de transmisie, deoarece electroliza nu cauzeaza deformarea mecanica a straturilor de suprafata, observata de obicei in cazul lustruirii mecanice.
Reactivii de decapare sunt compusi din acizi organici sau anorganici, alcalii, sau alte substante complexe, intr-un solvent precum apa, alcool, glicerina sau glicol.
De-a lungul anilor, au fost dezvoltati multi reactivi diferiti pentru scopuri si materiale specifice. Prin urmare, acestia trebuie alesi cu atentie pentru a scoate in evidenta structura dorita. Specimenul este fie tinut de clesti si scufundat, cu fata lustruita in jos intr-un vas Petri mic, partial umplut cu reactivul de decapare, fie tamponat cu vata de bumbac, care a fost saturata cu reactivul de decapare. In cazul decaparii, progresul trebuie urmarit, iar timpul cronometrat, in functie de materiale si reactiv, acesta din urma putand varia de la cateva secunde pana la un minut sau chiar mai mult.
Dupa decapare, piesa trebuie sa fie bine spalata in apa sau alcool si apoi uscata utilizand o suflanta cu aer cald. Piesa trebuie sa fie depozitata cu atentie si intretinuta intr-un exsicator, pentru a preveni oxidarea si zgarierea.
Prelucrarea electrolitica a pieselor
Pregatirea electrolitului - Pasul 1
Fiecare tip de piesa poate necesita diferite tipuri de electroliti. Electrolitul adecvat trebuie selectat in functie de piesa. Va rugam consultati manualul de utilizare al ELOPREP pentru a cunoaste electrolitii comuni utilizati. Umpleti recipientul de electrolit al ELOPREP cu electrolitul corect si asezati-l pe unitatea de lustruire. Daca aveti piese diferite care necesita electroliti diferiti, puteti adauga recipiente suplimentare de electrolit. Astfel, nu trebuie sa schimbati electrolitul pentru fiecare tip de piesa, ci doar trebuie sa schimbati recipientul respectiv.
Alegerea mastilor - Pasul 2
Mastile rezistente la acid sunt utilizate pentru determinarea zonei de lustruire a piesei. Exista orificii specifice pe masti. Electrolitul va intra in contact cu suprafata piesei din aceste orificii, iar astfel doar zona respectiva va fi lustruita. Mastile sunt disponibile cu marimi ale orificiilor de 0.5-1-2 si 5 cm2. Masca trebuie asezata pe catod, iar piesa trebuie asezata pe masca.
Reglarea debitului - Pasul 3
Debitul de electrolit trebuie ajustat inainte de operare. Cu alte cuvinte, electrolitul trebuie sa atinga nivelul superior al mastii fara turbulenta. Altfel, operatia de lustruire nu poate fi efectuata adecvat. Pentru a regla debitul, apasati butonul Pompa fara introducerea piesei. Daca debitul nu este suficient, cresteti valoarea setata pana cand debitul devine suficient.
Pregatirea piesei - Pasul 4
Suprafata piesei nu trebuie sa fie bruta pentru prelucrarea electrolitica. Piesa trebuie sa fie slefuita cu hartie de slefuit cu granulatie de 600 SiC inaintea prelucrarii electrolitice.
Determinarea tensiunii corecte - Pasul 5
Tensiunea reprezinta unul din cei mai importanti parametri pentru lustruirea electrolitica. ELOPREP detine o functie de scanare pentru determinarea usoara si exacta a parametrilor. Cu functia de scanare a ELOPREP, tensiunea corecta de lustruire poate fi definita automat. Daca nu aveti cunostinte despre tensiunea de lustruire de setat pentru piesele dvs., puteti utiliza functia de scanare pentru a determina tensiunea exacta. Nu sunt necesare incercari consumatoare de timp si testarea erorilor pentru stabilirea tensiuni corecte.
• Asezati piesa pe masca. Asigurati-va ca orificiul este acoperit si inchis complet.
• Asezati bratul anodului peste partea superioara a piesei, pentru a asigura un contact bun.
• Accesati meniul de Scanare, setati scanarea tensiunii si parametrii de debit si apasati Start.
• Dupa un timp, tensiunea ideala de lustruire pentru piesa dvs. va fi afisata pe ecran.

Lustruire si decapare electrolitica - Pasul 6
ELOPREP detine 4 moduri de operare diferite; doar lustruire, doar decapare, decapare automata dupa lustruire si decapare externa.
• Asezati mostra pe masca. Asigurati-va ca orificiul este acoperit si inchis complet.
• Asezati bratul anodului pe partea de sus a piesei pentru a asigura un contact bun.
• Accesati meniul Lustruire si Decapare. Setati parametrii: Tensiune, debit, tip de masca si timp.
Doar pentru lustruire: Setati doar timpul de lustruire si tensiunea de lustruire. Nu setati timpul si tensiunea de decapare, acestea trebuie sa fie “0”. Apasati start, iar operatiunea va fi complet automata. Piesa trebuie spalata dupa incheierea operatiei de lustruire
Doar pentru decapare: Setati doar timpul de decapare si tensiunea de decapare. Nu setati timpul si tensiunea de lustruire, acestea trebuie sa fie zero “0”. Apasati start, iar operatiunea va fi efectuata automat. Piesa trebuie spalata dupa operatia de decapare.

Suprafata lustruita si microstructura (Microstructura Al-Cu-Otel)

Microstructura suprafata decapata (Microstructura Al-Cu-Otel)
Pentru decapare automata dupa lustruire: Setati tensiunea de lustruire, timpul de lustruire, tensiunea de decapare si timpul de decapare. Apasati start. Decaparea va fi efectuata automat dupa incheierea operatiei de lustruire. Mostra trebuie spalata dupa finalizarea operatiei de decapare. Pentru decapare externa: Daca electrolitul de lustruire si cel de decapare difera, trebuie folosita unitatea externa de decapare.
• Umpleti unitatea externa de decapare cu electrolit.
• Conectati cablurile unitatii externe de decapare la unitatea de control.
• Accesati meniul de decapare extern. Setati tensiunea si timpul de decapare.
• Tineti mostra cu clesti.
• Introduceti mostra in unitatea externa de decapare. De indata ce piesa intra in contact cu electrolitul, procesul incepe automat.
• De indata ce timpul setat de decapare este atins, un semnal sonor notifica operatorul ca procesul este incheiat. Spalati piesa dupa incheierea decaparii.


Lustruirea electrolitica reprezinta cea mai buna metoda de a lustrui materialele foarte moi...
Se recomanda sa nu curatati manual placile de circuite imprimate (PCB) cu o perie de curatare...

Proces pentru indepartarea depunerilor alimentare de pe otel....

Proin ac lectus odio. Curabitur eleifend nisi non pharetra auctor. Class aptent taciti sociosqu ad litora torquent
© 2018 Lepuire.ro All rights reserved.