- Str. Mihai Viteazu, Nr.245A, 557260, Şelimbăr, jud. Sibiu, ROMANIA |
- Tel./Fax.: 0269 215501 |
- Fax: 0369 401841 |
- |
- info@gerotools.ro
Tel./Fax.: 0269 215501
Tel./Fax.: 0269 215501
Slefuirea mostrelor
Suprafata mostrei este indreptata mai intai cu o masina cu banda abraziva sau disc rotativ. Aceste masini sunt in mod frecvent echipate cu accesorii de racire, pentru a asigura taierea la rece si pentru a ajuta spalarea particulelor slefuite de pe banda sau disc. Trebuie sa se ia masuri pentru a preveni supraincalzirea mostrei in timpul etapei de slefuire.
Benzile sau discurile abrazive pentru slefuirea umeda utilizeaza, de obicei, carbura de siliciu drept suport de taiere. Discurile Kemet Met sunt intarite pe spate, iar Bramet sunt autocolante. Dimensiunea granulatiei abrazive este de obicei cuprinsa in intervalul 120 - 320 pentru slefuirea grosiera. Slefuirea grosiera produce o suprafata dreapta, plana si elimina efectele daunatoare rezultate din operatiunile de taiere. Se recomanda ca in timpul operatiei de slefuire grosiera sa se rectifice muchiile ascutite ale mostrei sau ale suportului mostrei, pentru a preveni ruperea hartiei de slefuit si a carpei de lustruire in timpul operatiilor ulterioare. Presiunea excesiva in timpul slefuirii grosiere va forma zgarieturi adanci si va creste adancimea stratului metalic deformat de pe suprafata mostrei. Acest strat deformat poate sa se extinda de la zece pana la cincizeci de ori adancimea zgarieturilor produse de granulatia abraziva.
Stratul deformat initial este redus in adancime prin aplicarea unui material abraziv mai fin. Cu toate acestea, abrazivul mai fin produce, de asemenea, un alt strat deformat, de aceasta data cu o adancime mai mica. Procesul este continuat cu abrazive mai fine si slefuire si lustruire fina. Stratul final este indepartat chimic prin decaparea cu un acid sau alt reactiv adecvat.
In timpul slefuirii fine, mostra este tinuta astfel incat noile zgarieturi mai fine sa fie introduse in unghiuri aproximativ drepte, fata de cele care rezulta din operatiile sale anterioare de slefuire. Scopul acestui pas este de a facilita recunoasterea punctului in care zgarieturile grosiere au fost inlocuite de o serie de zgarieturi noi mai fine. Slefuirea fina se realizeaza, de obicei, pe benzi abrazive cu dimensiuni ale granulatiilor intre 320 si 600. Dupa fiecare etapa de slefuire, mostra trebuie curatata cu sapun si apa curgatoare, pentru a preveni transferul particulelor abrazive grosiere la mostra urmatoare. O granulatie abraziva mare poate distruge suprafata unei mostre slefuite si lustruite fin.
Curatenia in pregatirea mostrelor metalurgice este esentiala si nu poate fi ignorata. Slefuirea fina este adesea realizata utilizand un lichid de racire pe baza de apa si o hartie abraziva pe baza de carbura de siliciu montata pe un disc rotativ.
Kemet are o gama larga de discuri speciale diamantate sau compozite, care pot inlocui adesea nevoia de discuri de carbura de siliciu.
Lustruirea mostrelor
Din toate etapele necesare pentru pregatirea mostrelor de calitate, probabil cele mai critice sunt cele referitoare la lustruirea propriu-zisa a mostrelor.
Netezirea se efectueaza cel mai bine prin utilizarea abrazivilor sau suspensiilor diamantate Kemet, in gama de dimensiuni de 3-9 microni. Pentru netezire, o carpa care nu lasa scame, precum PSU-M, trebuie utilizata pe un disc rotativ. Compusul diamantat Kemet este utilizat in general impreuna cu lichidele lubrifiante Kemet, pentru a distribui uniform particulele diamantate pe suprafata carpei de lustruit. Abrazivii diamantati, care pot fi utilizati manual sau cu o presiune ridicata de incarcare, asigura taierea la rece si nu cauzeaza deformarea materialului metalic. In timpul lustruirii grosiere, mostra este deplasata in sensul orar in jurul discului de lustruit, pentru a asigura o indepartare egala a metalului de pe intreaga suprafata, dar fara a permite o lustruire prelungita in orice directie.

Lustruirea finala
Aceasta se face prin mijloace mecanice si urmeaza o procedura similara cu cea utilizata pentru netezire. Compusul diamantat Kemet, 0,25-1 Micron, poate fi folosit pentru un numar de materiale mai putin critice.
Anumite materiale, in special cele care sunt moi si ductile, necesita lustruire cu oxid de aluminiu. Oxidul de aluminiu este adesea denumit "alumina" si este un material abraziv de lustruire fina popular pentru materiale feroase si pe baza de cupru. Oxidul de magneziu este utilizat frecvent pentru lustruirea aliajelor de aluminiu si magneziu. Particulele abrazive utilizate la lustruirea finala sunt in general purtate pe o carpa care nu lasa scame sau pe o bucata de materiale precum Kemet MRE si Kemet NHM. Cele mai multe materiale de lustruit Kemet pot fi livrate taiate la dimensiuni si acoperite cu un suport adeziv. Intaritura adeziva elimina nevoia de prindere mecanica.
Alte materiale de lustruire finale comune sunt alumina coloida (acida) si silicea coloidala (alcalina), ambele fiind utilizate ca actiune chimica-mecanica. Combinatia dintre activitatea chimica si abraziunea fina si delicata genereaza mostre fara zgarieturi si deformari. Acestea sunt potrivite pentru materialele moi si ductile, aluminiu, cupru / alama, aliaje pe baza de plumb si materiale de tip ceramic. Acestea pot fi utilizate cu instrumente si tampoane obisnuite, insa sunt recomandate carpe poliuretanice si care nu lasa scame.
In plus fata de lustruirea mecanica conventionala, sunt disponibile doua tehnici comune - lustruirea prin vibrare si lustruirea electrolitica.
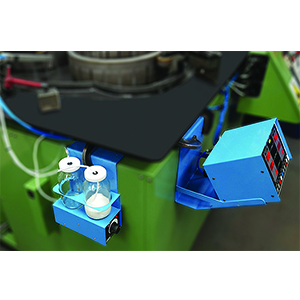
Sisteme de lustruire cu presiune
Procedura descrisa mai sus este o metoda manuala de slefuire/lustruire. Masinile de slefuit si lustruit pot fi acum transformate pentru a efectua prelucrarea semi-automata a mostrelor, prin intermediul unui Cap de putere controlat prin microprocesor.
Principalele avantaje sunt cresterea productivitatii si consistentei. Acestea pot fi programate pentru a controla urmatoarele functii:
• Timpul de lustruire a mostrelor.
• Presiunea
• Directia capului
• Directia rotii
• Eliberarea fluidelor
Pot fi pastrati in memorie parametrii pentru un numar mare de mostre.
Modul de lustruire a mostrelor metalografice utilizand lichide lubrifiante si produse diamantate
In general, nu exista o metoda definita pentru lustruirea probelor metalografice. Cel mai bine este sa exersati sau sa aveti o pregatire de baza. Fiecare mostra poate necesita o abordare diferita, in functie de material, dimensiune, finisare si masini disponibile. In general, o mostra metalografica este initial slefuita pe o hartie de tip Wet / Dry Met sau Bramet la granulatiei de 600 sau mai fina, apoi curatata.
Compusul diamantat Kemet 6-CM este aplicat pe o carpa adecvata, precum PSU-M. Aplicati lubrifiantul Kemet GW2 pentru a umezi carpa. In timpul lustruirii, aplicati cantitati mici de GW2 daca aceasta incepe sa se usuce. De asemenea, aplicati o cantitate mica de compus diamantat 6-CM pentru a completa actiunea de taiere. Pe placi / carpe mari sau masini cu echipament automat de distribuire, utilizati suspensia diamantata Kemet 6-WP. Deoarece aceasta este deja lichida, este necesara o lubrifiere mai mica cu GW2. Mostra metalografica este apoi curatata.
Dupa curatare, aplicati compusul diamantat Kemet 1-CM sau suspensia diamantata Kemet 1-WP pe o carpa noua, precum PSU-M sau NHM. In timpul lustruirii, aplicati cantitati mici de GW2, daca aceasta carpa incepe sa se usuce. Experimentati pentru a determina cea mai buna carpa pentru mostra. Mostra trebuie sa fie acum pregatita pentru examinare sau decapare. Daca este necesara o finisare mai buna, sunt disponibile gradele mai fine din compusul diamantat si suspensia diamantata Kemet.

Proin ac lectus odio. Curabitur eleifend nisi non pharetra auctor. Class aptent taciti sociosqu ad litora torquent
Se recomanda sa nu curatati manual placile de circuite imprimate (PCB) cu o perie de curatare...

Proin ac lectus odio. Curabitur eleifend nisi non pharetra auctor. Class aptent taciti sociosqu ad litora torquent
Proin ac lectus odio. Curabitur eleifend nisi non pharetra auctor. Class aptent taciti sociosqu ad litora torquent
© 2018 Lepuire.ro All rights reserved.