Nota: In functie de dimensiunea si cantitatea de piese pe care doriti sa le curatati, parametri de proces pot sa varieze.
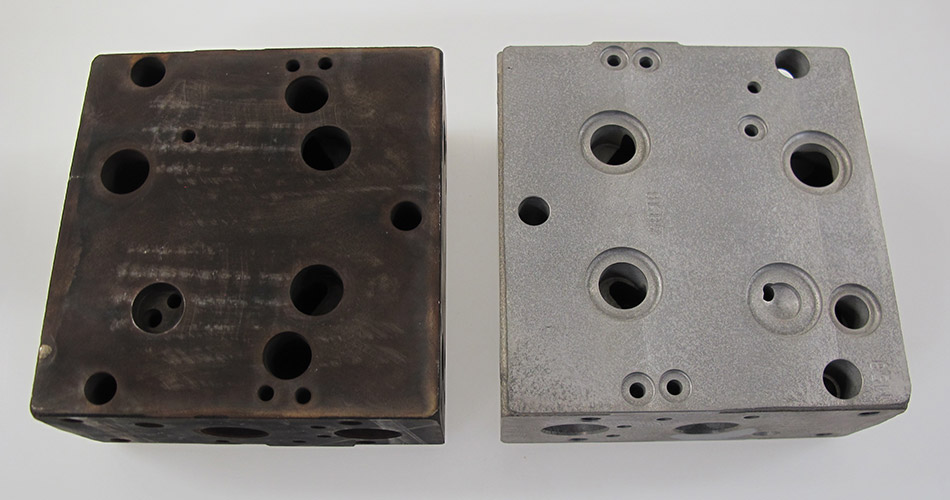
Inaintea indepartarii debavurarii termice si calaminei Dupa indepartarea debavurarii termice si calaminei


Criterii clienti: Indepartarea intregii contaminari
Componenta: Blocuri hidraulice
Material: Fonta
Contaminare inainte de curatare: Reziduuri debavurare termica
Proces de curatare dupa debavurare termica:
Proces: Toate cuvele au fost lasate sa atinga temperatura necesara si au fost degazate inainte de curatare.
Piesa a fost asezata in picioare in cos, apoi scufundata in cuva de spalare cu Rodastel 30 timp de 5 minute. Puteti observa combinatia de ultrasunete si substante chimice indepartand contaminarea.
Urmatoarea piesa a fost clatita in apa de la robinet timp de 1 minut; aceasta etapa este necesara pentru a indeparta orice urma de agent de curatare care ar putea altfel cauza patarea. Nota: in aceasta etapa nu au fost utilizate ultrasunete, ci cosul a fost scufundat manual pentru a ajuta la spalarea tuturor reziduurilor din orificii.
Piesa a fost apoi asezata intr-o cuva de clatire suplimentara cu apa deionizata cu o dilutie de 0.1% de Korrostop 5000 timp de 1 minut. Din nou, cosul a fost scufundat manual pentru a spala orificiile. Datorita materialului piesei din fonta, suprafata necesita protectie impotriva oxidarii. In final, piesa a fost uscata intr-un uscator cu aer cald setat la 65°C timp de 10 minute.
Inainte si dupa indepartarea reziduurilor de debavurare termica
Incercati inainte sa cumparati – Testare gratuita a mostrelor la Kemet