![]()
Pentru o precizie extrema in finisarea gaurilor, exista o singura modalitate de a garanta precizia. Aceasta implica un Helilaps si un compus de lepuire si lustruire abraziv sau compusi diamantati KEMET
Fabricat dintr-un grad uniform de fonta gri, cu granulatie stransa, gri, partea de lepuire are o fanta elicoidala unica si caneluri circumferentiale externe. Cand partea de lepuire aluneca deasupra axului si este lovita usor cu expansorul, partile conice ale celor doua scule intra in contact, permitand astfel un grad precis de expansiune diametrala pentru atingere uniforma. Aceasta inseamna ca un Helilap ofera o actiune rapida de infasurare, perfecta pentru rotunjirea gaurii, liniaritate exceptionala si finisaj superb al suprafetei. Acestea sunt produse intr-o gama larga de dimensiuni de la 3/64 "dia. La 3" dia, precum si dimensiunile metrice.
Constructie Helilap
Helilap, fabricat din fonta gri, cu granulatie stransa, are un alezaj conic pentru a-i permite sa alunece pe otel tratat. Cand partea de lepuire este presata pe ax are loc expansiunea si prin utilizarea punctelor de contact uniforme in jurul cercului.Rotunjirea gaurilor si a diametrelor poate fi mentinuta la limite extrem de fine. De asemenea, deoarece punctele de contact se extind circular prin lungimea, paralelismul poate fi garantat. Partea de lepuire se va contracta la tragerea inversa a axului, dar aceasta contractie este limitata si trebuie sa aveti grija la selectarea dimensiunii corecte a partii de lepuire. Dupa utilizare, partea de lepuire trebuie indepartata din ax, astfel incat sa se „relaxeze” inapoi la starea initiala.
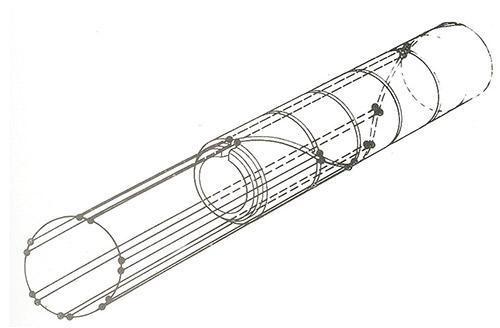 Partea de lepuire canelata cu linii uniforme de contact
Partea de lepuire canelata cu linii uniforme de contact
Utilizarea HELILAP
- Daca de exemplu o gaura din otel are o dimensiune finita de 0,252 "(6,4 mm), consultati diagrama de gama (Anexa A). Din aceasta, alegeti Ø 1/4" Helilap cu axul nr. 3 si expansorul nr. 3. Se poate observa ca aceasta acopera o gama de Ø 0,249 "pana la Ø 0,264".
- Daca componenta poate fi tinuta manual, rotiti partea de lepuire intr-un universal de strung la aproximativ 500-600 rpm pentru Ø 1/4 "
- Puneti niste lichid lubrifiant Kemet O.S pe parte de lepuit. Glisati componenta peste partea de lepuit. Continuati sa extindeti usor expansorul pana cand se simte o usoara rezistenta impotriva componentei
- In acest moment, opriti parte de lepuit si aplicati un compus Kemet KD Diamond. Reporniti si rezistenta trebuie simtita.
- Translatati componenta inapoi si inainte de-a lungul partii rotative pana cand rezistenta se estompeaza
- Re-extindeti expansorul si continuati.
- Verificati periodic marimea si finisajul gaurii.
- In timpul utilizarii, aplicati din nou compus diamantat Kemet. Daca expansorul se usuca, aplicati cantitati mici de fluid lubrifiant Kemet OS
