Aluminiul dupa lepuire Aluminiul dupa lustruire


Criterii clienti: Indepartarea intregii contaminari
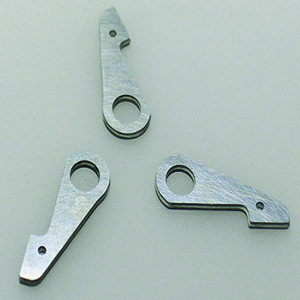
Material: Aluminiu
Componenta: Suport mostra vacuum
Contaminare inainte de curatare: Reziduuri in urma lepuirii oxid de aluminiu
Proces pentru lepuirea si curatarea aluminiului
Lepuirea: Piesele au fost asezate uniform in jurul diametrului interior de 24 inch al inelului de conditionare. O greutate de 24 inch a fost apoi asezata utilizand dycem, o membrana anti-alunecare utilizata pentru fixare temporara. Piesele au fost lepuite timp de 2 minute, scoase si inspectate. Acoperirea completa cu kemox pe fata necesara indica faptul ca piesele au fost lepuite complet, iar acum pot fi curatate.
Curatarea: Piesele au fost asezate cu fata in jos in cos, apoi scufundate in rezervor si setat un ciclu de timp de 10 minute. Piesele au fost apoi clatite in apa deionizata si scufundate manual inainte de a fi lasate sa se stabilizeze timp de 2 minute. In final, piesele s-au uscat in uscatorul cu aer cald timp de 10 minute.
Comentarii: Cand are loc curatarea, piesele sunt asezate cu fata in jos, in asa fel incat undele ultrasunetelor sa fie directionate in orificiile mici pentru a optimiza eficienta, cu toate acestea finisarea creata in urma lepuirii este marcata de vibratii. Un sistem de fixare poate fi usor pregatit pentru a rezolva aceasta problema. Orificiile au fost apoi inspectate la microscop pentru a verifica orice reziduuri de lepuire, neexistand semne de contaminare.
Aluminiu inainte de curatare Aluminiu dupa curatare si lepuire